Function Introduction

| Laser Cutting Machine for Steel Plate And Steel Pipe | ||
| Model | RX-301PT | RX-302PT |
| Cutting range | 6000*Φ165mm& 3000*1500mm | 6000*Φ230mm& 3000*1500mm |
| Laser power | 3000W | |
| Cutting Thickness | 0-16mm | |
| Max.moving speed | 60m/min | |
| Cutting materials | Stainless steel, carbon steel, aluminum, copper | |
Introduction to The Structure
|
Aluminum beam It can reduce the repetitive load and inertia of servo motor, save the power cost and make the equipment run fast and high efficiency. |
|
Steel pipe welding bed The inner structure of the bed is welded by multi-segment rectangular tube, which increases the strength and tensile strength of the bed, increases the tensile strength and stability of the guideway surface, and effectively avoids the bed deformation. |
Equipment Configuration List
| Serial number | Name | Models | Quantity | Notes |
| 1 | Fiber laser cutting machine | RX-301PT/RX-302PT | 1 | Ruixin |
| 2 | Laser Source Brand | 3000W | 1 | RAYCUS/MAX |
| 3 | Laser cutting head | BMII0 | 1 | Raytools |
| 4 | Control system | FSCUT3000 | 1 | BOCHU |
| 5 | Machine tool accessories | Y-axis high speed servo drive system | 2 | YASKAWA/FUJI |
| 6 | X axis high speed servo drive system | 1 | YASKAWA/FUJI | |
| 7 | zaxis high speed servo drive system | 1 | YASKAWA/FUJI | |
| 8 | Reducer | 3 | Shinbo, Japan | |
| 9 | Guiderail Brand | 1 | HIWIN | |
| 10 | Cross beam of aviation aluminium profile | 1 | Ruixin | |
| 11 | Water Cooler | Water cooling | 1 | China |
| 12 | Voltage Regulator | 30KVA | 1 | (Select, customers can purchase their own; if we need to purchase products brand Shanghai Stable Peak) |
Equipment Parameters
| The scope and working range of the processing | Performance indicator parameters | The scope and working range of the processing | Performance indicator parameters |
| Processing Range | 3050mmx1550mm | Power supply parameters | |
| The Y-axis stroke | ≥3050mm | Phase number | 3 |
| The X-axis stroke | ≥1550mm | Power supply rated voltage | 380V |
| The Z-axis stroke | ≥100mm | Frequency | 50Hz |
| Positioning accuracy | ±0.03mm/m | Protection level of total power supply | IP54 |
| Repeat positioning accuracy | ±0.05mm/m | ||
| Maximum airspeed | 100m/min | ||
Note:
Cut The Data
| MFSC-3000 (50μm) Cut The Data | ||||||||
| Material type | Thickness (mm) | Use Gas | Speed (m/min) | Laser power (W) | Barometric pressure (bar) | Cutting height (mm) | Laser focus | Nozzle type |
| Carbon Steel (Q235B) | 1 | N2/Air | 47~50 | 3000 | 12~16 | 0.5 | 0 | Single layer: 1.0 |
| 2 | N2/Air | 21~23 | 3000 | 12~16 | 0.5 | 0~-0.5 | Single layer: 1.5 | |
| 3 | N2/Air | 6~12 | 3000 | 12~16 | 0.5 | -1~-1.5 | Single layer: 3.0 | |
| O2 | 3.9~4.1 | 3000 | 0.6~0.9 | 0.8 | 4.5~5.5 | Double-decker: 1.2 | ||
| 4 | O2 | 3.4~3.6 | 3000 | 0.6~0.9 | 0.8 | 4.5~5.5 | Double-decker: 1.2 | |
| 6 | O2 | 2.7~2.8 | 3000 | 0.6~0.9 | 0.8 | 4.5~5.5 | Double-decker: 1.2 | |
| 8 | O2 | 2.1~2.3 | 3000 | 0.6~0.9 | 0.8 | 4.5~5.5 | Double-decker: 1.2 | |
| 10 | O2 | 1.4~1.6 | 3000 | 0.6~0.9 | 0.8 | 4.5~5.5 | Double-decker: 1.4 | |
| 12 | O2 | 1~1.1 | 2200~2400 | 0.6~0.9 | 1.5 | 2~3 | Double-decker: 3.0 | |
| 14 | O2 | 0.9~0.95 | 2200~2400 | 0.6~0.9 | 1.5 | 2~3 | Double-decker: 4.0 | |
| 16 | O2 | 0.8~0.85 | 2200~2400 | 0.6~0.9 | 1.5 | 2.5~3.5 | Double-decker: 4.0 | |
| 18 | O2 | 0.7~0.72 | 2200~2400 | 0.6~0.9 | 1.5 | 2.5~3.5 | Double-decker: 4.0 | |
| 20 | O2 | 0.6~0.65 | 2200~2400 | 0.6~0.9 | 1.5 | 2.5~3.5 | Double-decker: 4.0 | |
| 22 | O2 | 0.55 | 2200~2400 | 0.6~0.9 | 1.5 | 2.5~3.5 | Double-decker: 4.0 | |
| 25 | O2 | 0.5 | 2200~2500 | 0.6~0.9 | 1.5 | 2.5~4 | Double-decker: 5.0 | |
| Stainless steel (SUS304) | 1 | N2/Air | 50~53 | 3000 | 12~16 | 0.5 | 0 | Single layer: 1.5 |
| 2 | N2/Air | 23~25 | 3000 | 12~16 | 0.5 | 0~-0.5 | Single layer: 2.0 | |
| 3 | N2/Air | 10~12 | 3000 | 12~16 | 0.5 | -1~-1.5 | Single layer: 3.0 | |
| 4 | N2/Air | 6~8 | 3000 | 12~16 | 0.5 | -2~-2.5 | Single layer: 3.0 | |
| 6 | N2/Air | 2.9~3.1 | 3000 | 12~16 | 0.5 | -3.5~-4 | Single layer: 3.0 | |
| 8 | N2/Air | 1.2~1.3 | 3000 | 16~18 | 0.5 | -5~-6 | Single layer: 3.0 | |
| 10 | N2/Air | 0.75~0.8 | 3000 | 16~18 | 0.5 | -6.5~-7 | Single layer: 4.0 | |
| 12 | N2/Air | 0.5 | 3000 | 16~18 | 0.5 | -7.5~-8.5 | Single layer: 4.0 | |
| Aluminium | 1 | N2/Air | 40~43 | 3000 | 12~16 | 0.5 | 0 | Single layer: 1.0-1.5 |
| 2 | N2/Air | 16~18 | 3000 | 12~16 | 0.5 | 0~-0.5 | Single layer: 1.5-2.0 | |
| 3 | N2/Air | 8~10 | 3000 | 12~16 | 0.5 | 0~-0.5 | Single layer: 2.0-3.0 | |
| 4 | N2/Air | 5~6 | 3000 | 12~16 | 0.5 | -1~-1.5 | Single layer: 3.0 | |
| 6 | N2/Air | 1.5~2 | 3000 | 12~16 | 0.5 | -2~-3 | Single layer: 3.5-4.0 | |
| 8 | N2/Air | 0.6~0.7 | 3000 | 16~18 | 0.5 | -3~-4 | Single layer: 4.0 | |
| Brass | 1 | N2/Air | 37~40 | 3000 | 12~16 | 0.5 | 0 | Single layer: 1.0-1.5 |
| 2 | N2/Air | 14~16 | 3000 | 12~16 | 0.5 | 0~-0.5 | Single layer: 1.5-2.0 | |
| 3 | N2/Air | 7~9 | 3000 | 12~16 | 0.5 | 0~-0.5 | Single layer: 2.0-3.0 | |
| 4 | N2/Air | 3~4 | 3000 | 12~16 | 0.5 | -1~-1.5 | Single layer: 3.0 | |
| 6 | N2/Air | 1.2~1.5 | 3000 | 12~16 | 0.5 | -2~-3 | Single layer: 3.5-4.0 | |
| 8 | N2/Air | 0.5~0.6 | 3000 | 16~18 | 0.5 | -3~-4 | Single layer: 4.0 | |
|
| Light Gray thickness of the material can be a long time, large-scale processing. | |||||||
|
| Dark grey thickness of the material can be small batch processing, but as the material temperature rise, cutting pressure fluctuations, such as uneven composition of the plate fluctuations, the process may be unstable, higher power lasers are recommended. | |||||||
|
| Gray-green thickness of the material can be cut off, can be proofing, not suitable for batch processing. | |||||||
| Notes | 1. cutting data, 3000W laser output fiber core diameter of 50 microns; | |||||||
| 2. Raytools cutting head is used for the cutting data, the optical ratio is 100/125(collimation/focusing lens focal length) ; | ||||||||
| 3. Cutting auxiliary gas: liquid oxygen (purity 99.99%) , liquid nitrogen (purity 99.999%) , air (oil and water filtration) ; | ||||||||
| 4. The air pressure of the cutting data especially refers to the air pressure monitoring at the cutting head; | ||||||||
| 5. Because of the different equipment configuration and cutting technology (machine tool, water cooling, environment, cutting gas nozzle and gas pressure, etc.) , this data is only for reference. | ||||||||
Note:
The gray-green mark parameters in the table are the proofing parameters, which are greatly affected by various factors in the actual processing. It is only suitable for small batch production, and mass production processing is not recommended. The use of higher power lasers is recommended.
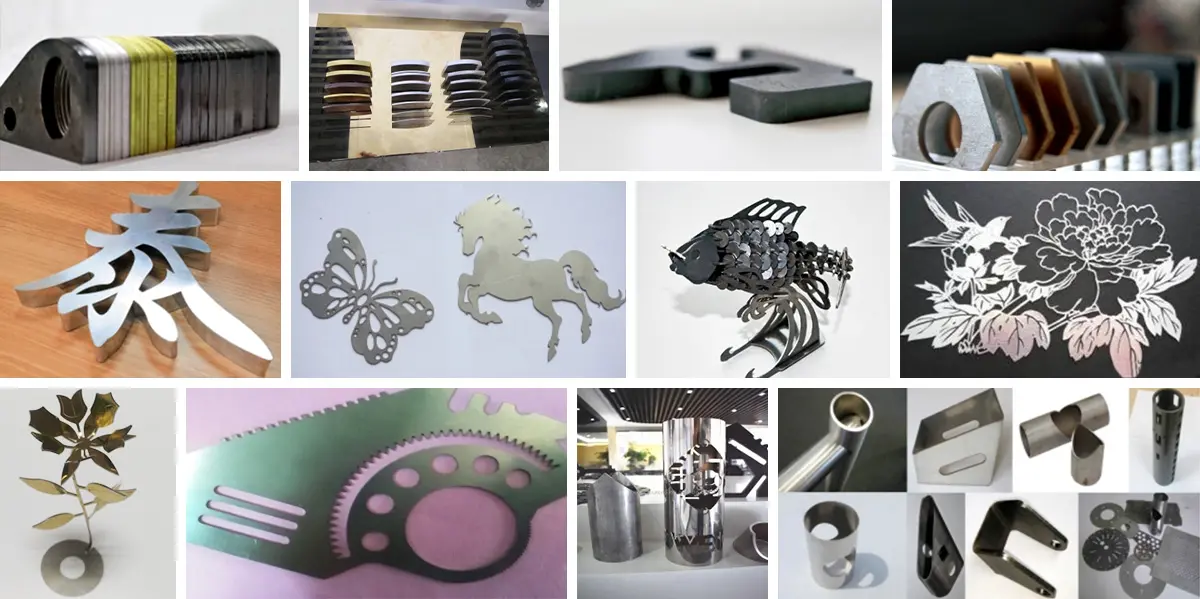
Sample Display